Септик возможно рассчитать и монтировать на обслуживание одного или нескольких домов одновременно. При проектировании канализационной системы необходимо учесть следующие особенности земельного участка: грунтовые воды и колебание уровня грунтовых вод; рельеф местности; близость водозаборных сооружений; климат и подверженность грунта промерзанию.
Отмывка является крайне важным процессом в производстве электроники и используется уже много лет для удаления потенциально вредных загрязнений в процессе изготовления изделий на печатных платах. К таким загрязнениям относятся остатки флюсов, припоя и клеев / адгезивов, а также обычные загрязнения, такие как пыль и частицы, образованные при выполнении других техпроцессов
Защитные покрытия могут использоваться
в самых различных условиях окружающей среды для защиты печатных плат
от влаги, солевого тумана, химических веществ и воздействия предельных
температур, предотвращая, в том числе, коррозию, образование плесени
и электрические отказы. Защита, обеспечиваемая покрытиями, позволяет
работать с бóльшими мощностями и уменьшать зазоры между проводниками,
что, в свою очередь, открывает перед разработчиками возможность
удовлетворять требования миниатюризации и надёжности.
За многолетний период радиаторы доказали
свою высокую эффективность, однако для того, чтобы обеспечить полное
прилегание и, как следствие, максимальную эффективность, вместе
с радиаторами применяются и материалы для обеспечения теплового режима.
Компания
Electrolube заработала непревзойденную репутацию в деле производства
и поставки специальных смазок для автомобильной, военной,
аэрокосмической отрасли, а также для промышленного и бытового сектора
производства переключателей.
Нанопродукты, промышленные товары, химия, расходные материалы
Москва:
+7(499) 409-69-27
Санкт-Петербург:
+7(812) 987-45-47
Патроны с клиновым штоком
Артикул 437475
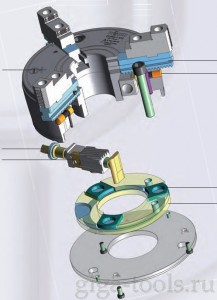
Принцип действия
Резьбовой шпиндель (1), расположенный тангенциально,
осуществляет передачу усилия через внутреннюю резьбу
клинового штока (2).
Далее, клиновой шток через кулису (3) передает движение на
приводное кольцо. Две других кулисы на приводном кольце (4)
передают движение дальше еще на два клиновых штока.
Клиновые штоки с наклонным расположением профиля
находятся в зацеплении с базовыми кулачками (5) и, таким
образом, конструктивно обеспечивают точный центрирующий
зажим детали кулачками.
Кулачки могут быстро и просто заменяться, переворачиваться,
либо переставляться в пределах всего диапазона зажимных
диаметров. Для этого нужно вращением ключа в левом
направлении переместить клиновые штоки до положения
выхода из зацепления, при этом индикаторный штифт (7).
В этом положении кулачки защищены от самопроизвольного
выбрасывания при случайном включении шпинделя станка,
поэтому для того, чтобы их снять, необходимо задействовать
запорную задвижку (6) каждого из кулачков, которая в свою
очередь, приводится в действие соответствующим нажимным
стержнем (8), выходящим на наружный диаметр патрона.
Прямые и большие по площади контактные поверхности,
передающие усилие между клиновыми ползунами и основными
кулачками, обеспечивают в процессе длительной эксплуатации
очень высокое зажимное усилие и вдвое более высокую точность,
чем предписано требованиями DIN 6386. Высокое значение
зажимного усилия развивается вращением ключа вручную, без
приложения какой-либо значительной нагрузки.
Смазывание
Для сохранения высокого значения зажимного усилия необходимо
производить регулярное смазывание зажимного патрона.
Соответствующие указания Вы найдете в руководстве по
эксплуатации, прилагаемой к каждому патрону. Для упрощения
технического обслуживания, на патронах DURO-T установлено три
дополнительных смазочных ниппеля на торцевой поверхности.
Цена по запросу
Артикул 437475
Патроны с клиновым штоком
Патроны с клиновым штоком DURO-T успешно используются там, где требуются экстремально высокие зажимные усилия, высоки требования к допустимому радиальному биению а также к повторяемости высоких параметров точности в течение длительного времени.Предназначены для токарных станков. Совместно с опорной плитой,могут использоваться на фрезерных станках, делительных механизмах и обрабатывающих центрах.Зажимные кулачки легко переворачиваются, заменяются, а также перемещаются во всем диапазоне зажимных диаметров.Точность кулачков сохраняется, если они используются только на одном и том же патроне, и базовые кулачки со сменными используются только для одних и тех же работ, и в перерыве между использованием хранятся свинченными вместе.В связи с этим рекомендуется держать на складе достаточный запас модулей зажимных кулачков.
Резьбовой шпиндель (1), расположенный тангенциально,
осуществляет передачу усилия через внутреннюю резьбу
клинового штока (2).
Далее, клиновой шток через кулису (3) передает движение на
приводное кольцо. Две других кулисы на приводном кольце (4)
передают движение дальше еще на два клиновых штока.
Клиновые штоки с наклонным расположением профиля
находятся в зацеплении с базовыми кулачками (5) и, таким
образом, конструктивно обеспечивают точный центрирующий
зажим детали кулачками.
Кулачки могут быстро и просто заменяться, переворачиваться,
либо переставляться в пределах всего диапазона зажимных
диаметров. Для этого нужно вращением ключа в левом
направлении переместить клиновые штоки до положения
выхода из зацепления, при этом индикаторный штифт (7).
В этом положении кулачки защищены от самопроизвольного
выбрасывания при случайном включении шпинделя станка,
поэтому для того, чтобы их снять, необходимо задействовать
запорную задвижку (6) каждого из кулачков, которая в свою
очередь, приводится в действие соответствующим нажимным
стержнем (8), выходящим на наружный диаметр патрона.
Прямые и большие по площади контактные поверхности,
передающие усилие между клиновыми ползунами и основными
кулачками, обеспечивают в процессе длительной эксплуатации
очень высокое зажимное усилие и вдвое более высокую точность,
чем предписано требованиями DIN 6386. Высокое значение
зажимного усилия развивается вращением ключа вручную, без
приложения какой-либо значительной нагрузки.
Смазывание
Для сохранения высокого значения зажимного усилия необходимо
производить регулярное смазывание зажимного патрона.
Соответствующие указания Вы найдете в руководстве по
эксплуатации, прилагаемой к каждому патрону. Для упрощения
технического обслуживания, на патронах DURO-T установлено три
дополнительных смазочных ниппеля на торцевой поверхности.
Нанопродукты, промышленные товары, химия, расходные материалы
Москва:
+7(499) 409-69-27
Санкт-Петербург:
+7(812) 987-45-47
Патроны с клиновым штоком
Артикул 437475
Принцип действия
Резьбовой шпиндель (1), расположенный тангенциально,
осуществляет передачу усилия через внутреннюю резьбу
клинового штока (2).
Далее, клиновой шток через кулису (3) передает движение на
приводное кольцо. Две других кулисы на приводном кольце (4)
передают движение дальше еще на два клиновых штока.
Клиновые штоки с наклонным расположением профиля
находятся в зацеплении с базовыми кулачками (5) и, таким
образом, конструктивно обеспечивают точный центрирующий
зажим детали кулачками.
Кулачки могут быстро и просто заменяться, переворачиваться,
либо переставляться в пределах всего диапазона зажимных
диаметров. Для этого нужно вращением ключа в левом
направлении переместить клиновые штоки до положения
выхода из зацепления, при этом индикаторный штифт (7).
В этом положении кулачки защищены от самопроизвольного
выбрасывания при случайном включении шпинделя станка,
поэтому для того, чтобы их снять, необходимо задействовать
запорную задвижку (6) каждого из кулачков, которая в свою
очередь, приводится в действие соответствующим нажимным
стержнем (8), выходящим на наружный диаметр патрона.
Прямые и большие по площади контактные поверхности,
передающие усилие между клиновыми ползунами и основными
кулачками, обеспечивают в процессе длительной эксплуатации
очень высокое зажимное усилие и вдвое более высокую точность,
чем предписано требованиями DIN 6386. Высокое значение
зажимного усилия развивается вращением ключа вручную, без
приложения какой-либо значительной нагрузки.
Смазывание
Для сохранения высокого значения зажимного усилия необходимо
производить регулярное смазывание зажимного патрона.
Соответствующие указания Вы найдете в руководстве по
эксплуатации, прилагаемой к каждому патрону. Для упрощения
технического обслуживания, на патронах DURO-T установлено три
дополнительных смазочных ниппеля на торцевой поверхности.